催化燃烧技术(RCO)是利用催化剂做中间体,使有机气体在较低的温度下,变成无害的水和二氧化碳气体,即:

两种燃烧技术的去除率、达标能力是一致的,但也存在一些不同,见下表。
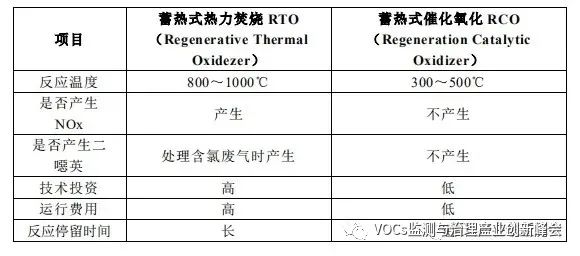
总的来说,RTO技术会产生二次污染,同时存在投资大、运行费用高、风险高等问题。RCO技术具有明显优势。
目前该技术成熟、稳定,可实现自动化运行。设备投资基本上是200~300万元(以处理风量为50000m3/h),运行费用30~50万元,主体设备寿命10~15年。VOCs去除效率一般大于95%,可达98%以上。在石油、化工、电子、机械、涂装等行业大风量、低浓度或浓度不稳定的有机废气治理中得到应用。
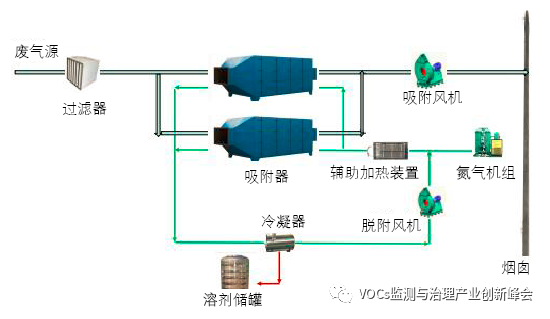
(3)冷凝与变压吸附联用 VOCs治理技术
该技术采用多级冷凝技术,使废气的有机成分在常压下凝结成液体析出,经净化后的废气进入吸附器进一步吸附富集,同时确保达标排放。吸附饱和后的吸附剂(活性炭、沸石等)等采用负压脱附方式再生吸附剂,并将高浓度 VOCs 送回前端冷凝装置。
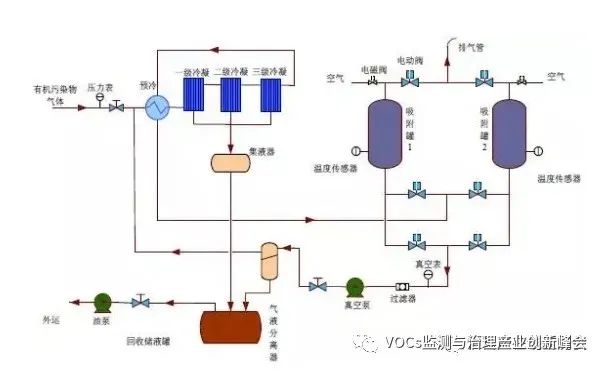
工艺流程主要包括冷凝和吸附两大单元。冷凝单元一般设置三级冷凝,第一级从常温冷凝到3℃、第二级从3℃冷凝到-35℃、第三级从-35℃冷凝到-70℃。第三级的冷凝余气返回第一级前面的前置换热器,冷量回用,将进入回收处理装置的含VOCs废气预冷,有节能效果。吸附单元一般配置吸附罐两只和脱附真空泵一台,以及用于切换吸附脱附的电动或气动阀门若干。真空泵还需要配备冷却系统。
冷凝与吸附联用技术能够克服单纯冷凝技术在应用过程中能耗大、运行成本高的现象,同时弥补单纯吸附技术在应用过程中,设备体积大、吸附温升对安全运行有影响、长期运行吸附材料易失活等问题。单位投资大致为0.4-0.8万/m3,单位小时运行成本为0.08-0.2元/m3。净化效率一般大于98%。主要适用于石油化工、有机化工、油气储运等行业。主要适用于储油库、炼油厂、石油化工厂等成品油/化工品装车油气回收;液体储罐呼吸气 VOCs 治理;油品、化工品码头装船油气回收。
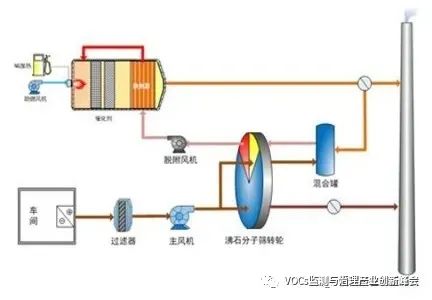
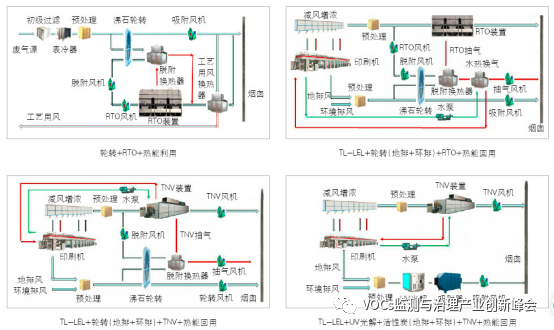
(4)沸石转轮与蓄热燃烧VOCs治理技术
该技术采用高浓缩倍率沸石转轮设备将废气浓度浓缩 5-20倍,富集的废气进入燃烧炉或催化炉(RTO/RCO)进行燃烧处理,VOCs 被彻底分解成 CO2 和 H2O。同时反应后的高温烟气进入特殊结构的陶瓷蓄热体,80-95%以上的热量被蓄热体吸收,使得出口气体温度降至接近进口温度。不同蓄热体通过切换阀或者旋转装置随时间进行转换,分别进行吸热和放热,对系统热量进行有效回收和利用。
工艺流程主要由沸石转轮浓缩(吸附区域、脱附区域、冷却区域)、脱附系统、蓄热式燃烧系统(RTO炉体、陶瓷蓄热体、燃烧系统等)及控制系统等部分组成。
①吸附脱附:沸石分子筛转轮分为吸附区、脱附区和冷却区三个功能区域,沸石分子筛转轮吸附浓缩系统利用吸附-脱附-冷却这一连续性过程,对VOCs废气进行吸附浓缩。首先,废气进入沸石分子筛转轮的吸附区,VOCs被沸石分子筛吸附除去,被净化后排出。吸附在分子筛转轮中的VOCs,在脱附区经过约200℃小风量的热风处理而被脱附、浓缩。再生后的沸石分子筛转轮在冷却区被冷却,如此反复。
②蓄热式燃烧:脱附后的高浓度小风量废气进入蓄热式燃烧处理系统,首先进入蓄热室 A 的陶瓷介质层,陶瓷释放热量,温度降低,而有机废气吸收热量,温度升高,废气离开蓄热室后以较高的温度进入氧化室。在氧化室中,有机废气由燃烧器加热升温至设定的氧化温度800℃以上,使其中的VOCs分解成二氧化碳和水后排放。
③废气流经蓄热室A升温后进入氧化室氧化,净化后的高温气体离开氧化室,进入蓄热室B,释放热量,降温排出,而蓄热室B吸收大量热量后升温,同时清扫蓄热室C。循环完成后,进气与出气阀门进行一次切换,进入下一个循环,废气由蓄热室B进入,蓄热室C排出,清扫蓄热室A。如此交替。由于废气已在蓄热室内预热,燃料耗量大为减少,运行成本大大降低。
目前技术成熟、稳定,可实现自动化运行。单位投资大致为9-24万元/千(m3/h),回收的有机物成本700-3000元/t。热回收效率可达90-95%,处理效率可达95-99%。主要适用于有机化工、石油化工、涂装、印刷等行业及大风量低浓度行业。
(5)低浓度多组分工业废气生物净化技术
该技术利用高效复合功能菌剂与扩培技术,强化废气生物净化的反应过程,针对不同类型废气应用新型的生物净化工艺,强化废气生物净化的传质过程,装填具有高比表面积和生物固着力的生物填料,解决微生物附着难、系统运行不稳定的问题。
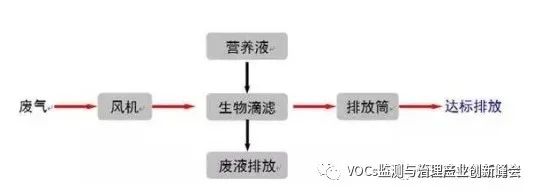
工艺流程以生物氧化为主、化学吸收为辅,主要通过生物处理去除废气中的绝大部分污染物,化学吸收单元则可在进气浓度发生异常时,为系统的稳定达标排放提供进一步保证。主体技术生物滴滤箱由滤床、营养液循环喷淋系统、参数控制系统等组成。废气进入生物箱体后,通过附着在填料上的微生物的代谢作用,废气中的污染物被降解为简单的无机物。其中,VOCs分解为CO2、H2O以及其他简单的无机物;含氮污染物中的氮元素转化为硝酸盐或氮气;含硫恶臭污染物中的硫元素转化为硫酸盐。
此项技术适用范围广,适用于低浓度多组分工业废气排放控制,与传统生物技术相比,拓宽了生物处理法的应用范围。运行管理方便,二次污染少。工程主体设备投资约为250万元,年运行费用约35万元。VOCs的去除率可达80-90%,对H2S的去除率可达95%以上。主要用于低浓度多组分工业废气的处理。
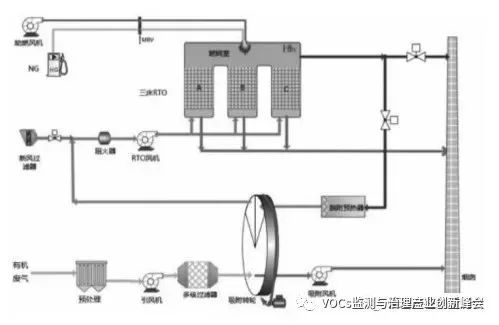
以下再以软包装企业的回收法和燃烧VOCs末端治理图示参考
划重点:
VOCs治理组合方案会有很多可以选择,不同企业的规模、生产手段、产品及企业自身条件存在诸多不同,企业还需要结合自身实际情况和特点跟专业的VOCs治理企业沟通,选择适合本企业实际情况的治理方案。